


TMSA's contribution to air pollution control - Fires and explosions
It is up to the Environmental Control engineering to find the appropriate solution so that the safety limits are respected, providing adequate environmental conditions.
In recent years, the harvest of agricultural products such as soybeans and corn, in addition to the production of sugar and other inputs, has increased considerably. With this, the handling problems of these products that generate dust at a certain point in the process were intensified. Thus, the food or export industries, when receiving, unloading and storing such inputs, are exposed to the dangers of this handling. In addition to harming workers' health and damaging equipment, it can also cause fires and explosions due to its high combustion capacity.
This dust, when emitted into the atmosphere and in an uncontrolled way, harms the health of all living beings. It is up to the State and Municipality, together with the Special Secretariat for the Environment at each location, to draw up the laws that establish the standards and criteria for maximum levels of emissions. These values are called TLV or tolerance threshold values, which correspond to tolerable levels or the average concentration that an operator can be exposed to, without the manifestation of an adverse effect in your organism.
In practice, there is no intention of achieving total air purification, but rather of achieving purity levels that do not pose a risk to health and the environment. Therefore, whenever we talk about pollution, whether by air, water, or explosions or fires, it is the health of the human being that should come first.
The processes that consist of receiving, storing, transporting and unloading products at ports, as well as the industrial processes to which they are submitted, are highly subject to fire and explosion risks. The lack of information on the occurrence of accidents, arising from the excess of dust from grains, sugar and other highly flammable inputs in the storage units, has led workers in these activities to commit abuses with regard to the safety of people and facilities, mainly by disbelief in the danger of fire and explosions.
In Brazil, the explosions remain unknown, as most of them are not investigated with the necessary rigor, perhaps due to a lack of technical knowledge or even a lack of special standardization on the subject.

Debris after the explosion of the corn export terminal.
The process of handling agricultural inputs begins with the arrival of bulk trucks at the plant. When their product is unloaded into the hoppers, an enormous cloud of dust is produced in conditions and concentrations favorable to an explosion.
In the workplace, the accumulation of dust deposited on floors, elevators, tunnels and conveyors poses a very high risk of fire. When a grain dust surface is heated to the point of release of flue gases, associated with an energized ignition source, a fire can start.
Dust deposited over time in the most diverse places in the industrial plant, when it is shaken and suspended in the presence of an ignition source with sufficient energy for the first deflagration, may explode, causing subsequent vibrations by the shock wave. This will cause more deposited dust to suspend and more explosions to occur. Each one more devastating than the previous one, causing irreversible damage to property, stoppages in the production process and, worst of all, lives that are lost or are permanently disabled of work.
The fuel that generates explosions usually comes from dust suspended in the air or from the release of combustible gases in confined spaces.
In the US, a maximum suspended grain dust concentration of 4 grams per cubic meter is recommended. The most dangerous range to generate an explosion is 20 to 4,000 grams per cubic meter of air.
Explosions with gases in confined places are more favorable when the moisture of the grains exceeds 20%, that is, when they begin to decompose, generating light gases such as methane and ethane which, when associated with the deposited dust, to an ignition source and the smokers, which also contain flammable products, trigger the explosion.
The main factors that can accelerate dust explosion hazards are:
Granulometry – The finer the particle, the greater the danger, the greater the deflagration power and, consequently, the greater the reaction speed. When the materials are compacted, that is, they are in very high concentrations, they do not generate an explosion. But they can cause fire.
Optimal mix of dust and air – When the dust is suspended in the air in the form of a cloud, within an ideal range of explosiveness.
Energy source – Any element of the system that can cause sparks, electrostatic charges, sparking of motors, friction on metal parts such as elevator bucket rubbing against the frame or rotor of the fan in the evolution, turning on or off electrical switches, among others.
Oxygen – When in a minimum concentration for the total combustion of the powder mass.
Humidity – The lower the humidity in the air, the easier the deflagration becomes;
Confined area – Devastating explosions only occur in confined areas.
The main precautions to avoid the risks of dust explosions are:
-
Adoption of efficient suction and dust emission control systems.
-
Adoption of a frequent cleaning schedule for sites: structures, roofs, floors, beams, machinery and equipment. This is the main recommendation to avoid fires and explosions.
-
Prohibition of handling ignition sources such as electrical sparks, matches, welds, incandescent lamps, cigarettes, open flames and smokers in the workplace.
-
Adoption of a periodic equipment maintenance program.
-
Frequent cleaning of rotating parts such as belt conveyor rollers, bearings and others. These equipment’s must work free and without dust accumulation as they cause jamming, producing heat through friction, lowering the humidity in the air in the place and causing fire to start.
-
Installation of a grounding system in all equipment involved in the process.
-
Cleaning with a suction only: never sweep the areas of a warehouse.
-
Adoption of pressure relief system: elevators, scales, collectors and others must be equipped with explosion-proof doors. Depending on the efficiency of this system, the explosion may only occur in the equipment in question, not spreading to other areas.
-
Adoption of fire-detaining systems in transport ducts, dust collection equipment and others.
-
Additional care with fans and rotating parts that can cause sparking.
-
Most explosion accidents occur in places where the humidity is less than 50%. Very dry environment is potentially explosive.
-
Adoption of periodic control systems for dust concentration: it becomes dangerous when it exceeds 20 grams per cubic meter.
-
Special attention at equipment startup times, as they are the most critical due to the high possibility of ignition, added to the cloud dispersed by the handling of machines and the presence of a greater volume of oxygen.
-
Measurement of oxygen concentration in air at programmed time intervals.
-
Control the quantity of ambient air in confined spaces, with mechanical ventilation.
In order to reduce the emanation of dust to tolerable levels, the most used method is the use of suction and ventilation systems, which will be discussed below.
Local exhaust ventilation has as its main objective the protection of the worker's health, since it captures the polluting from the source before they disperse in the air of the work environment, that is, before they reach the worker's breathing zone. In an indirect way, local exhaust ventilation also influences the well-being, efficiency and safety of the worker, for example, removing a portion of heat from the environment that is released by hot sources that may exist. In addition, the suction and ventilation systems minimize or eliminate the risk of fire and explosion due to dust emissions into the environment.
In order for pollutants emitted by a source to be treated in pollutant control equipment, such as filters, washers, etc., they have to be captured and conducted to this equipment and this, in a large number of cases, is carried out by a local exhaust ventilation system or an suction system.
"So, it is important to remember that Industrial Ventilation, in addition to preserving the health of all living beings, also includes safety measures against explosions, fires, conservation of the factory plant and the conservation of machinery."
It is necessary to insist that industrial ventilation is not only intended to prevent the release into the atmosphere (through chimneys) of smoke, dust, gases, vapors and particles that may contaminate the air, but mainly to prevent them from reaching those who work inside the factories, warehouses and silos or within its limits.
TMSA, with the objective of preserving both the health of human beings and the manufacturing plant and other surrounding facilities, prepares specific projects to control the emission of solid particles into the atmosphere, which are basically composed of the following equipment:
Wet separators: are equipment that, despite having a high separation efficiency, present a big problem because they use water as an aid in the separation process, resulting in a kind of sludge. This residue must undergo a complementary chemical treatment, accompanied by filtering or decantation, so that the water can be purified and reused. Therefore, it is recommended to install these separators only when there is good effluent treatment at the site.
Cyclones: are inertial separators that separate the particulate by centrifugal force. They are easy to build, very cheap, do not require a lot of technology and do not require maintenance, however, the separation efficiency is very low, around 85 to 90% for particles above 10 microns.
Filters: bag filters are normally classified into two large groups:
-
Filters with gas inlet from the inside to the outside of the bags, which are used when cleaning the bags manually and normally with the stopped system.
-
Filters with gas inlet from the outside into the bags, which are the most used, mainly because of their ease of cleaning in operation and because they are equipped with automatic systems.
In addition to the conception of the type of gas inlet through the bags, there are three basic types of cleaning:
Vibration shaking – A little used system as it requires a lot of maintenance.
Airflow reversal – Excellent cleaning system, however, requires more expensive filters that need periodic maintenance, in addition to the use of special cleaning equipment, such as: fans, low pressure compressors and others;
Compressed air or pulse-jet cleaning – It is the currently most used system. Pulse jet filters achieve an efficiency of up to 99.9%. The working principle is very simple: the pollutants enter under the filter body and are retained in the bags, from the outside. A pulse of compressed air, triggered by a programmed electronic sequencer, injects a certain quantity of air with high pressure which, associated with shock and descending, causes the dust to come off the bags, falling by gravity to the bottom of the filter hopper.

Pulse-jet filters manufactured by TMSA and installed in hoppers.
The process of receiving products such as cereals, bran or others, by road or railway, when unloading or transported, generate a significant quantity of dust during shock with the hopper or transport equipment, which contaminates the machinery and the environment , causing serious health problems for operators and risk of explosions.
In order to reduce the levels of dust emissions from the environment to acceptable levels, powder removal systems must be installed at the source of pollution, where the dust is aspirated, collected and treated.
The main systems to performed on a grain storage plant are:
- Suction at transfer points.
- Suction in road hoppers.
- Suction in railway hoppers.
- Ventilation in confined spaces.
- Spot compact filters.
Suction at transfer points
The system consists in the dust suction process at the points with the greatest emanation of pollutants, through technically dimensioned collectors, and transporting secondary piping to the central piping. At the end of the line, the material is separated from the air by a bag filter. After the bag filter, a centrifugal fan admits the material and blows the clean air into the atmosphere.
The main suction points at transfer points in a bulk warehouse are:
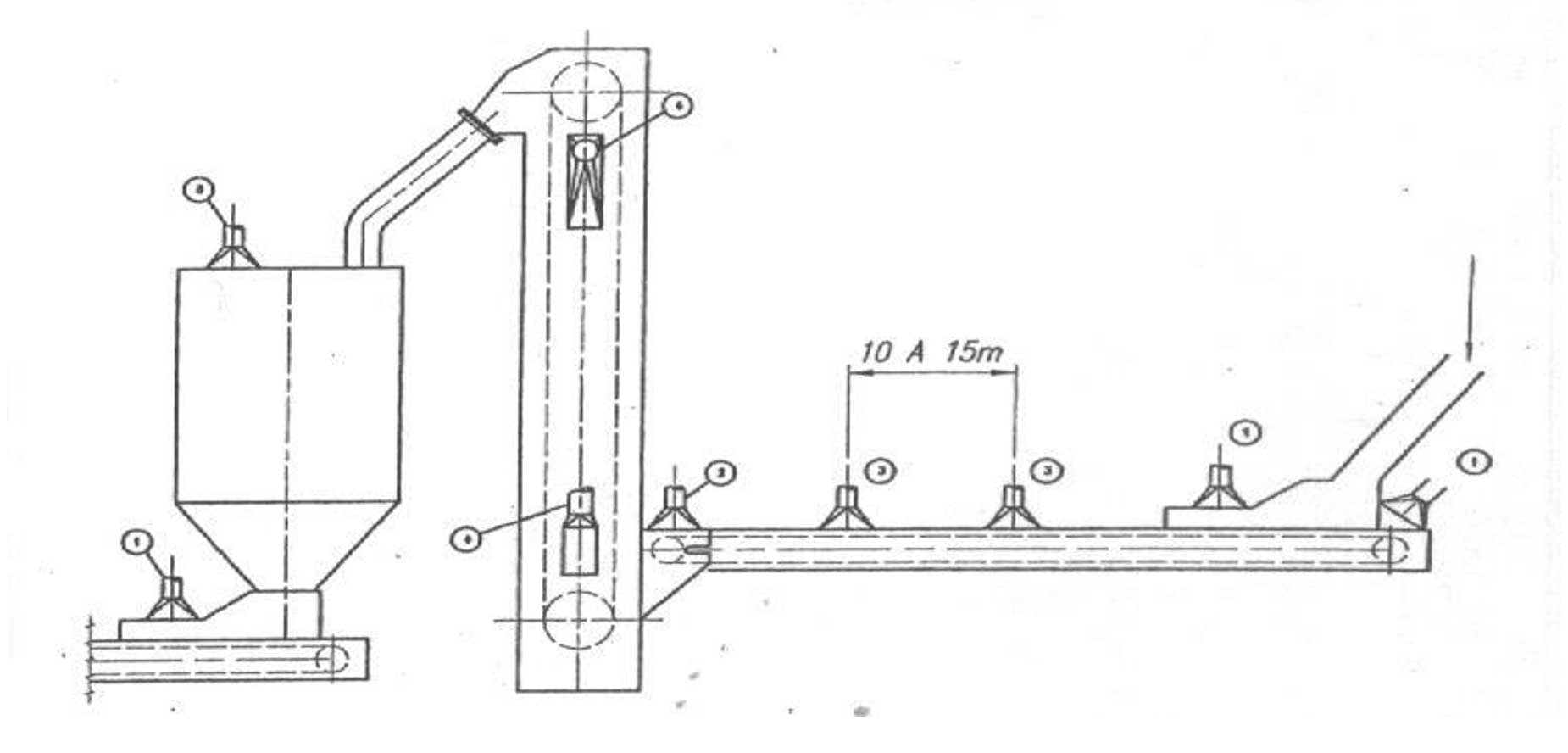
- Admission of product from conveyor belts or chutes.
- Unloading products from belt conveyors, scales or chutes.
- Powder removal along the belt conveyor.
- Bucket Elevators
- Flow scales.
- Cleaning machine.
Suction in road hoppers
The products are usually unloaded in the road hoppers, in three different ways:
Manual – When the trucks park on the hoppers and the lower covers or sides of the trailer are opened, through which the product is unloaded by gravity into the hopper. In this case, the operators will have direct contact with the powder, as the grains, bran or other remaining on the trailer must be removed manually using shovels, brooms or other cleaning equipment (this type of unloading must be avoided as much as possible, because the operator is inside the captor and next to the powder). In this case, it is essential that those involved in the unloading wear a respiratory protection mask.
Bucket – When trucks unload the product in the hopper only through the back cover, by tipping the bucket. In this case, the operators stay out of the powder action.
Dumpers - When the product is unloaded as in bucket trucks, but additionally, the hoppers have a longitudinal platform equipped with a hydraulic piston that allows the entire vehicle to be tipped, forming an angle of up to 45 degrees, through which the material flows and is unloaded into the receiving hopper. Any type of truck can be used in this system: truckload, road train or bucket truck. In terms of operator health protection, this system is the most efficient.
The dust removal system for bucket trucks or hoppers equipped with dumper is done as follows: enclosure of the rear of the vehicle and part of the hopper and platform assembly by means of a metal cabin equipped with side sensors, which aspirate air and contaminants, and carry them to bag filters, where they are treated. To avoid the dust that is generated when the product falls to the hopper bottom, or even from the friction of the product itself, the grids are closed with lamella, which open and close automatically with the weight of the material.
Also, to restrict external air belts that are inconvenient to the system and do not interfere and can impair suction efficiency, the entrances to the trucks are equipped with doors and the exits are equipped with flexible rubber coating. Therefore, the complete system consists of the dust suction below and above the hopper grid, aided in large part by the lamella and the suction of the lateral sensors on the hopper, which have the function of aspirating the fugitive dust that is being generated in the shock with the hopper grid. Outside the cabin, a system composed of a centrifugal fan, transport pipes and bag filters sucks in the dust and sends the treated and clean air back to the environment.
For the calculation of the necessary suction flow in this type of enclosed powder removal system, at least three verification criteria should be considered, with the system flow being adopted as the one that reaches the highest value, that is: minimum speed in the operating openings , rate of hourly renewals in the environment - to be stipulated depending on the product and type of truck - and the calculation of the volume of air displaced during the unloading time of the trucks.

Unloading cereals from trucks with a hopper equipped with a dumper.
Suction in railway hoppers
When the product is unloaded manually and falls by free fall into the hopper through the openings of the wagon unloading spouts or through the side doors. The dust removal system is similar to the previous ones: it consists of the enclosure of the wagons, by means of a cabin involving the entire length of the unloading, with the entries and exits of this cabin equipped with doors or curtains in order to avoid drafts. This cabin must have side sensors above and below the hopper grids. Between suctions it is important to place closing lamellas. In this case, it is essential that the workers involved in the unloading wear a respiratory protection mask.

Dust suction in railway hopper unloading.
Ventilation in confined spaces
Ventilation in confined spaces consists of moving air in calculated quantities in order to improve environmental conditions, controlling the concentrations of gases, vapors, suspended particles, heat generated by equipment and, in certain cases, also humidity.
Its use is recommended when it is not possible to renew the air by natural means in hoist way, tunnels, bulk warehouses and, mainly, in control centre and places where they can cause sparks. In the latter case, a good pressurization system guarantees a clean environment, with no risk of explosions and fires.
Spot compact filters
As an alternative to central suction systems, there are compact cartridge filters, ideal for placing in silos, changing belts, chutes, scales and other dust emanating points and where it is impossible to place central suction systems. The great advantage of this equipment is the suction of the pollutant and the possibility of the discharge to be performed directly at the point of dust generation, making it unnecessary to use other remote equipment such as central filters, fans and the pipes connecting long distances. The small size of compact filters is achieved due to the placement of high-performance pleated polyester cartridges, which replace several of conventional bags.

Spot compact filters

